- Full 360° B-axis rotation
- Clamping pressure 5000psi
- In most cases all plumbing can be drilled internally
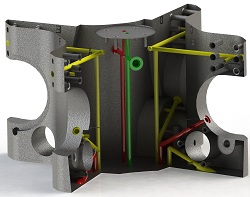
- Multiple sequence valving can be used
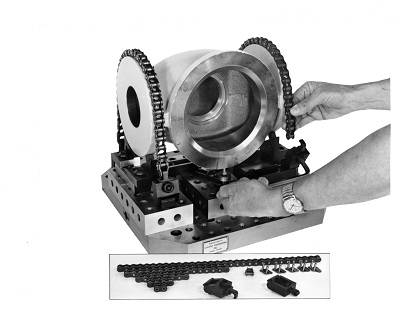
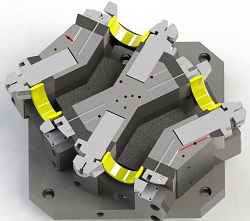
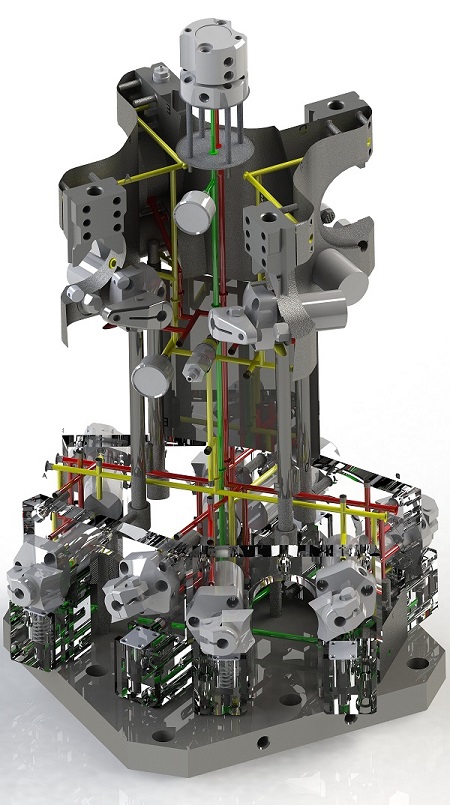
- This fixture holds two right hand, two left hand workpieces - completing 4 parts in 1 operation
- Pre clamp retension is located in the lower V-block mounts
- Workpieces are pushed down to depress the lower v-block and then rotated into the upper v-block the 24lb combined force from the two springs are enough to hold the part in place

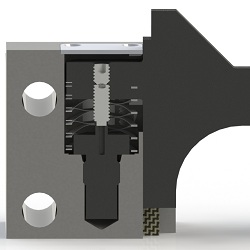
- The hydraulic cylinders shown inside the springs are the first to actuate in the sequence, adding more upward force to seat the part securely into the upper v-block before the main clamps come in contact
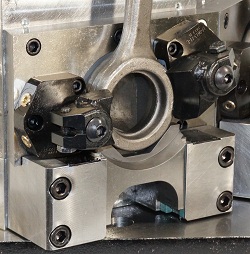
- The upper v-block has an extra 'horse shoe' clamp with a hydraulic cylinder pushing straight up to aid in stabalizing the upper portion of the workpiece

- The top end of the workpiece has access from the front and rear
- There are three main clamp cylinders per workpiece
- In all there are 24 hydraulic cylinders and one sequence valve per fixture
- The bottom section of the fixture has clearance channels for the tool to protrude thru the workpiece and aid in chip removal
- This fixture sits on a 400mm pallet and within a 500mm swing when the parts are clamped

 |
|