System Accuracy |
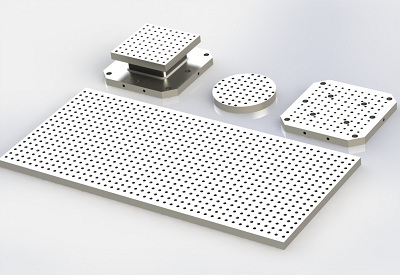
Stevens Modular Fixturing is built to the highest standards for accuracy. SIP and DIXI jig-boring machines operating in a temperature controlled area are used to produce exceedingly accurate hole patterns. Frequent calibration of these machines and other inspection equipment assures consistent accuracy. |
| Bushings (All locating holes are bushed) Inside Diameter ±.000050" Concentricity .0001" TIR |
|||
.00015 ±.0002 |
.00025 ±.0003 |
.00035 ±.0004 |
|
| Clearance Between Dowels and Bushings minimum .0004" - maximum .0006" Accommodates span, concentricity, and diameter tolerances to assure 100% interchangeable assembly. |
|||
| Prior to finish boring and final inspection, modular components are placed in the environmentally controlled area until they reach the ambient temperature of 72 Degrees F. This assures exact correspondence between measurement standards and the finished product. | |||
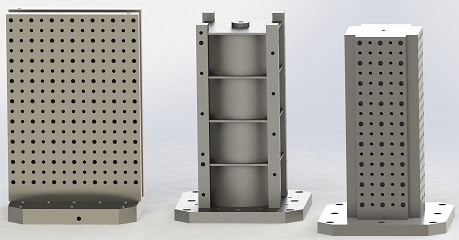
| Parallelism of Qualified Surfaces (Subplates, Columns, etc.) Perpendicularity of Qualified Surfaces (Angle Plates, Columns, etc.) |
.0005"/ 40" .0005"/ 12" |
||
| Stevens Modular Fixturing is carefully designed and manufactured so users will achieve accurate position and alignment of fixtures and workpieces. The confidence that components are located accurately allows users to eliminate indicating or probing routines when doing setups. | |||
| Before purchasing fixturing or making fixturing in-house, the result of accumulated fixturing tolerances on the performance of the fixturing should be considered. A fixturing system which does not allow for interchangeable assembly or which does not eliminate the need to indicate or probe setups is unlikely to offer maximum productivity. | |||
| Q: How accurate does modular tooling need to be? | |||
| A: Modular fixturing must allow for interchangeable assembly of tooling components while eliminating the need to indicate for alignment during setup. This requires that tooling tolerances be 5-10 times better than allowable workpiece locating tolerances.Modular fixturing must have a precisely controlled clearance between dowels and bushings. This clearance must be large enough to accommodate bushing concentricity and position tolerances as well as bushing/dowel diameter tolerances. At the same time, the clearance must be tight enough to properly align fixtures, angle plates, and other components which are doweled in location. | |||
For Modular Fixturing |
|||
| Eccentricity of bushings used in Subplates, Fixturing Plates, and accessories. | .0001" max (all locating holes bushed) | .0003" - .0004" (some accessories not bushed) | |
| Bored hole location (± over 30" span in x and y relative to a perfect grid). | .00015" | .0003" - .001" | |
| Design clearance between pins and locating holes/ bushings this number must be twice the bored hole location accuracy plus the bushing eccentricity to assure interchangeable assembly. | .0004" | .0007" - .0012" | |
| ID tolerance of bushings used in Subplates, Fixturing Plates, and accessories. | ±.000050" (all locating holes bushed) | ±.0002" - .0005" (some accessories not bushed) | |
| Pin diameter tolerance. | ±.000050" | ±.0001" (dowel pins) ±.0002" - .0003" T-Pins & precision shoulder screws |
|
| For more information on modular fixturing accuracy and its affect on your machining operations, contact our Technical Assistance Department. | |||